Різьбові з'єднання. Таблиця різьбових з'єднань
У всіх галузях промисловості дуже широке застосування знайшли роз'ємні з'єднання технічних деталей, здійснювані за допомогою різьбових профілів (трапецієдального, трикутного, напівкруглого, прямокутного та ін). Основою освіти різьби є принцип гвинтовій лінії. Якщо на поверхні конуса або циліндра прорізати канавку, то ріжучий край різця створює гвинтову поверхня, площина якої має залежність від форми ріжучого краю. Формування гвинтового виступу можна уявити як рух квадрата, трапеції, трикутника по поверхні конуса або циліндра так, щоб всі точки пересувалися по гвинтовій лінії.
кріпильні (дюймова, метрична), які використовуються для роз'ємного з'єднання деталей машин; кінематичні (прямокутна і трапециідальна), які використовуються для ходових гвинтів, столів вимірювальних пристроїв і гвинтів супортів верстата і т. п., основна вимога до яких - забезпечити точне пересування при найменшому терті; арматурні і трубні (трубна конічна, конічна, циліндрична і метрична), що застосовуються для арматури і трубопроводів різного призначення, основне завдання яких - створити герметичність з'єднань. 
За профілем поперечного перерізу різьбові з'єднання діляться на наполегливі, трикутні, круглі трапецеїдальних і прямокутні. За напрямом витків їх поділяють на праві (закручують за годинниковою стрілкою) і ліві (закручують проти годинникової стрілки). За кількістю заходів різьбові з'єднання діляться на многозаходние і однозаходние. Характеристики поширюються на всі різьбові з'єднання. ГОСТ 9150-81 встановлює єдиний для них номінальний профіль. Головними параметрами є:
Головними параметрами є: d (D) - зовнішній діаметр, різьба по якому позначається умовно; d1 (D1) - внутрішній діаметр гвинта (гайки); d2 (D2) - середній діаметр, тобто діаметр представляється співвісного з різьбленням циліндра; P-крок, відповідає відстані між сусідніми однаковими (лівими або правими) бічними гранями профілю в напрямку, паралельному осі різьби; t-хід, який відповідає відносного поздовжнього пересування за один оборот гвинта (гайки) і дорівнює добутку кроку на число заходів, t=P·n; для 2-х і 3-заходних гвинтів, коли відбувається одночасне навивка відповідно 2-х та 3-х дротів зазначеного розміру, величина ходу дорівнює відповідно 2Р — для 2-заходного гвинта і 3P — для 3-заходного; - кут профілю, придатність різьблення визначає кут нахилу бічних сторін, рівний для симетричних різьбових /2.
 Таблиця розмірів і кроки метричних різьб" наведена нижче.
Таблиця розмірів і кроки метричних різьб" наведена нижче.
Діаметри, d, D, мм
Кроки, P, мм
1-й ряд
2-й ряд
3-й ряд
великі
дрібні
4
3
2
15
125
1
075
05
- 12 - - 16
- - 14 - -
11 - - 15 -
(15) 175 2 - 2
- - - - -
- - - - -
- - - - -
- 15 15 15 15
- 125 125 - -
1 1 1 (1) 1
075 075 075 075
05 05 05 05
Внутрішні різьбові з'єднання креслення являє головними суцільними тонкими лініями по зовнішньому діаметру і суцільними лініями по внутрішньому. Нарізка, відображається як невидима, показується штриховими тонкими лініями однієї і тієї ж товщини по внутрішньому і зовнішньому діаметрам. Зовнішні різьбові з'єднання креслення зображує основними безперервними лініями по зовнішньому діаметру і суцільними тонкими — по внутрішньому. Позначення різьби показує вид різьби, номінальний діаметр, крок (якщо вона з дрібним кроком), напрямок різі (якщо ліва), поля допусків (табл). Таблиця різьбових з'єднань наведена нижче.
Тип різьби та номер стандарту (ГОСТ або СТ СЕВ)
Умовне позначення типу різьби
Зазначені на кресленні розміри
Приклади позначення різьби
Метрична з великим кроком, ГОСТ 8724-81 (СТ СЄВ 181-75)
М
Зовнішній діаметр, мм
М10-6Н; М36-7М; М10LH-6H
Метрична з малим кроком, ГОСТ 8724-81 (СТ СЄВ 181-75)
М
Зовнішній діаметр і крок, мм
M64*2-7H
Метрична для діаметрів менше 1 мм (цілодобово), ГОСТ 900-73
М
Зовнішній діаметр, мм
M06
Трапецієвидна, ГОСТ 24738-81 (СТ СЄВ 1181-79)
Tr
Зовнішній діаметр і крок, мм, і номер Госту
Tr36*6-6H, ГОСТ 25738-81
Наполеглива, ГОСТ 10177-82 (СТ СЄВ 1181-79)
S
Зовнішній діаметр і крок, мм
S80*16-4H
Трубна циліндрична, ГОСТ 6357-81 (СТ СЄВ 1157-78)
G
Умовне позначення діаметра різьби в дюймах
G21/2-A
Трубна конічна, ГОСТ 6211-69 (СТ СЄВ 1115-78)
R
Умовне позначення діаметра різьби в дюймах і номер Госту
R3/4 ГОСТ 6211-81 (зовнішній) R3/4 ГОСТ 6211-81 (внутрішній)
Кінцева дюймова з кутом профілю 60", ГОСТ 6111-52
K
Позначення діаметра різьби в дюймах і номер Госту
K3/4", ГОСТ 6111-52
 Для перевірки різних отворів застосовують прохідні нарізні пробки (П-ПР і ПР), що контролюють зовнішній і середній діаметри, і непрохідні нарізні пробки (НЕ), що контролюють верхню межу середнього діаметру. У разі контролю калібрами нарізка вважається придатною, якщо прохідний калібр скручується з деталлю по довжині всієї її нарізки, а непрохідний калібр - з деталлю не більше ніж на дві нитки. Також застосовуються гладкі непрохідні і прохідні пробки для контролю внутрішнього розміру нарізної отвори.
Для перевірки різних отворів застосовують прохідні нарізні пробки (П-ПР і ПР), що контролюють зовнішній і середній діаметри, і непрохідні нарізні пробки (НЕ), що контролюють верхню межу середнього діаметру. У разі контролю калібрами нарізка вважається придатною, якщо прохідний калібр скручується з деталлю по довжині всієї її нарізки, а непрохідний калібр - з деталлю не більше ніж на дві нитки. Також застосовуються гладкі непрохідні і прохідні пробки для контролю внутрішнього розміру нарізної отвори. 
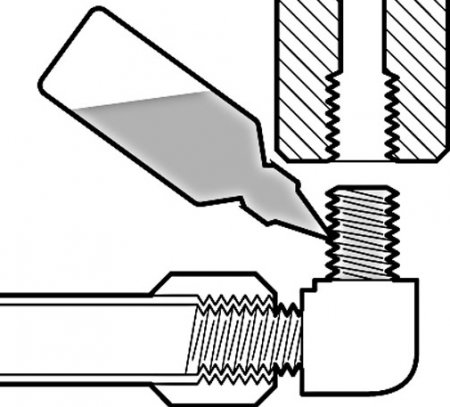
 Перетин гвинтової нарізки має три характерні частини, тобто трикутник біля вершини і дві трапеції в її середині основі. Показники міцності і момент тертя в різьбі вигідно відрізняються від подібних параметрів стандартної різьби. У світі також розроблено спеціальне міцне різьбове з'єднання труб, яке вже отримало позитивні відгуки. Основним результатом винаходу є вдале рішення поставленої задачі зміною профілю. Самотормозящий фіксатор різьбових з'єднань такого прототипу складається з стрижня і гайки з нарізками. Нарізний кінець болта має конічну поверхню, на якій зроблена різьблення так, що її діаметри по всій довжині нарізки також постійні. Вершини профілю однією складовою нарізного з'єднання виконані у формі сегментів з однаковим радіусом дуг. Закруглення западин другого елемента з'єднання виконані тим же самим радіусом, що і вершини витків болта. Центри дуг сегментів стрижня знаходяться на лінії, яка є паралельною до твірної конуса зовнішньої поверхні стрижня. Виконання вершин профілю гайки або стрижня болта у відповідності з наведеними параметрами з зазначеної геометрією западин стрижня або гайки дозволяє отримати міцний фіксатор різьбових з'єднань, забезпечити надійне стопорение гайки без застосування додаткових стопорних деталей, підвищувати конструктивні і експлуатаційні характеристики з'єднання і зменшувати його металоємність.
Перетин гвинтової нарізки має три характерні частини, тобто трикутник біля вершини і дві трапеції в її середині основі. Показники міцності і момент тертя в різьбі вигідно відрізняються від подібних параметрів стандартної різьби. У світі також розроблено спеціальне міцне різьбове з'єднання труб, яке вже отримало позитивні відгуки. Основним результатом винаходу є вдале рішення поставленої задачі зміною профілю. Самотормозящий фіксатор різьбових з'єднань такого прототипу складається з стрижня і гайки з нарізками. Нарізний кінець болта має конічну поверхню, на якій зроблена різьблення так, що її діаметри по всій довжині нарізки також постійні. Вершини профілю однією складовою нарізного з'єднання виконані у формі сегментів з однаковим радіусом дуг. Закруглення западин другого елемента з'єднання виконані тим же самим радіусом, що і вершини витків болта. Центри дуг сегментів стрижня знаходяться на лінії, яка є паралельною до твірної конуса зовнішньої поверхні стрижня. Виконання вершин профілю гайки або стрижня болта у відповідності з наведеними параметрами з зазначеної геометрією западин стрижня або гайки дозволяє отримати міцний фіксатор різьбових з'єднань, забезпечити надійне стопорение гайки без застосування додаткових стопорних деталей, підвищувати конструктивні і експлуатаційні характеристики з'єднання і зменшувати його металоємність.
 Різьбові з'єднання складають до 60-80% всіх видів з'єднань, які є в конструкціях машин, тракторів, автомобілів, причепів. Трудомісткість відкручування і закручування гвинтів, болтів, гайок, шпильок і всіх інших деталей, що мають нарізну поверхню, на спеціалізованих ремонтних майстерень становить 26-64% від загальної трудомісткості разборочно-складальних робіт, а на СТО цей відсоток ще вищий. Ця інформація дає зрозуміти необхідність першочергової механізації при роботах з деталями, що мають різьбу. При розбиранні механізований інструмент сприяє збереженню значної кількості кріпильних деталей, придатних для повторного використання, скорочує тривалість виконання операції в три-п'ять разів. Відбувається збільшення продуктивності праці приблизно на 15%. Механізований інструмент доцільно використовувати за наявності на машині значної кількості кріпильних деталей однакових розмірів, а також, коли не потрібно строго дотримувати встановлене зусилля. При виборі механізованого інструменту для здійснення разборочно-складальних робіт потрібно заздалегідь знати моменти затягування різьбових з'єднань. При повторному закручуванні деталей цю величину слід збільшити на 10-15%. При відкручування заржавілих гайок і гвинтів крутні моменти затягування різьбових з'єднань потрібно збільшувати в 15-2 рази. Механізований інструмент (гайковерти, шпильковерти і т. д.) постійно модернізується. За типом двигунів він може бути електричним, гідравлічним і пневматичним, а в залежності від конструкції - ручним, підвісним, пересувних і стаціонарних.
Різьбові з'єднання складають до 60-80% всіх видів з'єднань, які є в конструкціях машин, тракторів, автомобілів, причепів. Трудомісткість відкручування і закручування гвинтів, болтів, гайок, шпильок і всіх інших деталей, що мають нарізну поверхню, на спеціалізованих ремонтних майстерень становить 26-64% від загальної трудомісткості разборочно-складальних робіт, а на СТО цей відсоток ще вищий. Ця інформація дає зрозуміти необхідність першочергової механізації при роботах з деталями, що мають різьбу. При розбиранні механізований інструмент сприяє збереженню значної кількості кріпильних деталей, придатних для повторного використання, скорочує тривалість виконання операції в три-п'ять разів. Відбувається збільшення продуктивності праці приблизно на 15%. Механізований інструмент доцільно використовувати за наявності на машині значної кількості кріпильних деталей однакових розмірів, а також, коли не потрібно строго дотримувати встановлене зусилля. При виборі механізованого інструменту для здійснення разборочно-складальних робіт потрібно заздалегідь знати моменти затягування різьбових з'єднань. При повторному закручуванні деталей цю величину слід збільшити на 10-15%. При відкручування заржавілих гайок і гвинтів крутні моменти затягування різьбових з'єднань потрібно збільшувати в 15-2 рази. Механізований інструмент (гайковерти, шпильковерти і т. д.) постійно модернізується. За типом двигунів він може бути електричним, гідравлічним і пневматичним, а в залежності від конструкції - ручним, підвісним, пересувних і стаціонарних.
Види різьбових з'єднань і їх призначення
Нарізним називається з'єднання різьбленням двох частин, одна з яких має зовнішню, а інша - внутрішню різьбу. З експлуатаційного використання з'єднання розрізняють спеціальні та загального застосування, які застосовуються для з'єднання одного типу елементів конкретного механізму. Різьба, отримана з зовнішньої циліндричної поверхні, називається зовнішньою (умовно - болт), а одержана по внутрішній циліндричній поверхні - внутрішньої (умовно - гайка). Різьбові з'єднання деталей широко використовуються в машинобудуванні (у більшості сучасного транспорту понад 60% усіх елементів мають різьбу). До першої групі належать:За профілем поперечного перерізу різьбові з'єднання діляться на наполегливі, трикутні, круглі трапецеїдальних і прямокутні. За напрямом витків їх поділяють на праві (закручують за годинниковою стрілкою) і ліві (закручують проти годинникової стрілки). За кількістю заходів різьбові з'єднання діляться на многозаходние і однозаходние. Характеристики поширюються на всі різьбові з'єднання. ГОСТ 9150-81 встановлює єдиний для них номінальний профіль.
Основні параметри різьбових з'єднань

Метричні різьби
Метричні різьбові з'єднання кожного діаметра в інтервалі 1-600 мм можуть виготовлятися з кроками декількох розмірів. Проте вони повинні бути не більше 6 мм. Великі кроки є тільки в різьбі діаметром 1-68 мм. Вони використовуються, коли необхідно з'єднати великі деталі. Крім того, передбачено ряд дрібних кроків, які роблять при тонкостінних деталях і обмеженою довжині скручування для підвищення міцності і самотормозящих властивостей при вібраційних навантаженнях. А також у випадках, коли необхідно отримати малі осьові пересування при значних кутах повороту (наприклад, мікрометричні гвинти пристроїв). Довжина скручування з дрібним кроком непостійна і коливається від 03 до 2d. ГОСТ 8724-81 містить вказівки про наявність та переваги метричної різьби (табл).
Діаметри, d, D, мм
Кроки, P, мм
1-й ряд
2-й ряд
3-й ряд
великі
дрібні
4
3
2
15
125
1
075
05
- 12 - - 16
- - 14 - -
11 - - 15 -
(15) 175 2 - 2
- - - - -
- - - - -
- - - - -
- 15 15 15 15
- 125 125 - -
1 1 1 (1) 1
075 075 075 075
05 05 05 05
Позначення різьбових з'єднань на кресленнях
При позначенні з'єднань на кресленнях всіх сфер будівництва, промисловості і машинобудування, згідно ГОСТ 2311-68 за умовність прийнято, коли лінії у вигляді гвинта замінюють двома лініями — суцільною тонкою і суцільною основною. При цьому малюнок внутрішньої і зовнішньої різьби має такі особливості:Тип різьби та номер стандарту (ГОСТ або СТ СЕВ)
Умовне позначення типу різьби
Зазначені на кресленні розміри
Приклади позначення різьби
Метрична з великим кроком, ГОСТ 8724-81 (СТ СЄВ 181-75)
М
Зовнішній діаметр, мм
М10-6Н; М36-7М; М10LH-6H
Метрична з малим кроком, ГОСТ 8724-81 (СТ СЄВ 181-75)
М
Зовнішній діаметр і крок, мм
M64*2-7H
Метрична для діаметрів менше 1 мм (цілодобово), ГОСТ 900-73
М
Зовнішній діаметр, мм
M06
Трапецієвидна, ГОСТ 24738-81 (СТ СЄВ 1181-79)
Tr
Зовнішній діаметр і крок, мм, і номер Госту
Tr36*6-6H, ГОСТ 25738-81
Наполеглива, ГОСТ 10177-82 (СТ СЄВ 1181-79)
S
Зовнішній діаметр і крок, мм
S80*16-4H
Трубна циліндрична, ГОСТ 6357-81 (СТ СЄВ 1157-78)
G
Умовне позначення діаметра різьби в дюймах
G21/2-A
Трубна конічна, ГОСТ 6211-69 (СТ СЄВ 1115-78)
R
Умовне позначення діаметра різьби в дюймах і номер Госту
R3/4 ГОСТ 6211-81 (зовнішній) R3/4 ГОСТ 6211-81 (внутрішній)
Кінцева дюймова з кутом профілю 60", ГОСТ 6111-52
K
Позначення діаметра різьби в дюймах і номер Госту
K3/4", ГОСТ 6111-52
Калібри для контролю різьбових болтів і гайок
Калібри для контролю придатності циліндричних різьбових з'єднань діють як комплект жорстких засобів, що здійснюють контроль придатності різьби. Перевага їх полягає в тому, що вони забезпечують повну взаємозамінність різі що скручуються деталей. Всі калібри діляться на дві основні групи: для зовнішньої і для внутрішньої різьби. За принципом побудови вони діляться на непрохідні і прохідні, кожен з яких контролює свою межу поля допуску, по формі поверхні - на нарізні та гладкі. Різьбові з'єднання з повним профілем прохідного калібру мають контур номінального профілю і параметри, виконані з високою точністю.
Застосування калібрів
Пробки зі вставками є головним типом різьбових пробок, мають конусний хвостовик. Вони виготовляються діаметром від 1 до 50 мм. Ущільнення різьбових з'єднань із зовнішнім діаметром від 50 до 100 мм роблять у вигляді насадок, що фіксуються на кінцях пластмасової ручки гвинтами. Перевірку зовнішньої різьби виробляють різьбовими кільцями, виготовленими діаметром від 1 до 100 мм. Прохідні кільця нарізаються по всій ширині кільця. Їх зовнішня поверхня накочується. Непрохідні кільця мають укороченою різьбленням (залишають тільки два три витка з укороченою різьбленням). На них створюють відмінну проточку посередині зовнішньої накатаній циліндричної поверхні кільця.
Засоби вимірювання параметрів різьби
Мікрометр зі вставками є основним пристроєм для вимірювання середнього діаметра нарізки в машинобудуванні (його часто називають "нарізний мікрометр"). Щоб провести розрахунок різьбових з'єднань, користуються визначенням, в якому середнім діаметром різьби вважають довжину між паралельними сторонами витків, розташованими на протилежних сторонах осі нарізки, і вимірюючи перпендикулярно осі нарізки. Відмінність мікрометра від гладкого мікрометри МК в тому, що на торцях його п'яти і микровинта зроблені отвори, в яких розміщуються вставки. Коли прилад охоплює вставками реальну різьблення, конічна вставка входить у западини, а призматична охоплює виток. У цьому розташуванні відлік за шкалами барабана і стебла дає розмір середнього діаметра вимірюваної деталі. Мікрометр зі вставками має ціну поділки с=001 мм Діапазон вимірювання - 25 мм, а межі вимірювання: 0-25; 25-50 і т. д., до 325-350 мм. Мікрометр від 0 до 25 мм встановлюється на «0» гайками разом зі вставками, зведеними до упору, а мікрометри для вимірювання розмірів більше 25 мм встановлюються на нижню межу вимірювання з прикладеною до кожного приладу настановної заходи. Вставки для вимірювання середнього діаметра парами прикладені до кожного микрометру: призматична і конічна. Розмір вимірювальних поверхонь кожної пари залежить від кроку різьби. Похибка вимірювання мікрометром зі вставками становить від 0025 до 020 ммЗавмер середньої різьби методом трьох дротиків
Вимірювання середнього діаметру з використанням проводів здійснюється значно точніше, ніж мікрометром зі вставками. Розмір дроту підбирається так, щоб утворюють проводу стосувалися гвинтової поверхні в зоні власне середнього діаметра d2. Найбільший діаметр дроту для метричної різьби дорівнює dnp=0577 Р. Перерахунок розміру М на розмір середнього діаметра d2 для метричної різьби обчислюють за формулою d2=M-1438 dnp (метод вимірювання є непрямим). Дроти для вимірювання середнього діаметра виробляє інструментальна промисловість, випускаючи їх комплектами з 3 шт. Номінальні розміри проводів залежать від кроку і складають від 0101 до 3464 мм. Припустимі відхилення діаметра дротів від номінального розміру ±05 мкм. Відхилення форми знаходяться в межах допуску розміру проводів. Особливо суворо контролюється ограновування поверхні дроту. Похибка вимірювання середнього діаметру з використанням трьох проводів невелика і складає 15-2 мкм. Середній діаметр калібрів-пробок робітників і контрольних вимірюється лише з допомогою трьох проводів.Інструментальний вимірювальний мікроскоп
Застосовуються дві моделі інструментальних мікроскопів: БМІ і ММІ. Обидві вони створені згідно з однією принциповою схемою і мають відмінності один від одного, перш за все, в габаритних розмірах, набору приладдя і межі вимірювання. Прилади дозволяють виміряти всі головні елементи профілю зовнішньої різьби, різьбових калібрів, мітчиків, фрез та інших інструментів. Шляхом вимірювання у полярних або прямокутних координатах на мікроскопах також перевіряють зусилля різьбового з'єднання, розміри і контур калібрів і деталей складної форми, фасонні різці, фасонні фрези, формові деталі штампів і прес-форм, шаблони та ін. Всі вимірювання на мікроскопі виконуються безконтактним методом.Про методику виготовлення самотормозящего різьбового з'єднання
Відомо, що існуюча різьблення та різьбові з'єднання виготовляються за допомогою спеціально розроблених і стандартизованих інструментів. Часто це вимагає відповідного обладнання і здійснюється за існуючою методикою нарізування. Але відомі методики і способи виготовлення стандартизованої різьби не можуть бути використані для спеціальної, розробленої та впровадженої у виробництво самотормозящей різьби. Проблема в тому, що в цьому випадку вона нарізається конічної в кінці болта зі спеціальним профілем. Причому витки мають змінну висоту, але діаметри болта залишаються постійними.Аналіз основного механізованого інструменту
Схожі добрі поради по темі

Нарізування різьби. Мітчики для нарізування різьби
Види і типи різьбових з'єднань, область їх застосування. Найпростіше нарізування різьби з використанням ручного інструменту і підручних засобів.
Анаеробний, герметик: властивості та застосування
Сучасний ринок ущільнювальних матеріалів настільки переповнений високоефективними засобами для герметизації швів, що можна тільки позаздрити широті

Поминальна молитва за тим, хто пішов з життя
У цій статті розповідається про те, як православна традиція наказує здійснювати поминання тих, хто закінчив свій земний шлях. Зазначаються дні

Електричний ланцюг постійного струму та її характеристики
У світі розвиваються технологій не останнє місце займає електротехніка. Для того, щоб зрозуміти принцип робіт будь-якого сучасного приладу, необхідно

Як боротися з попелиць на садових рослинах? Слушні поради
Попелиця - це результат діяльності мурах, наприклад чорних садових. Вона пошкоджує квіткові, плодові і навіть ягідні садові культури! Поговоримо про

Стрічка фума - герметик для різьбових з'єднань
Раніше, через відсутність силіконових герметиків, для ущільнення з'єднань використовували масляну фарбу. Нею змащували різьблення, вона засихала,